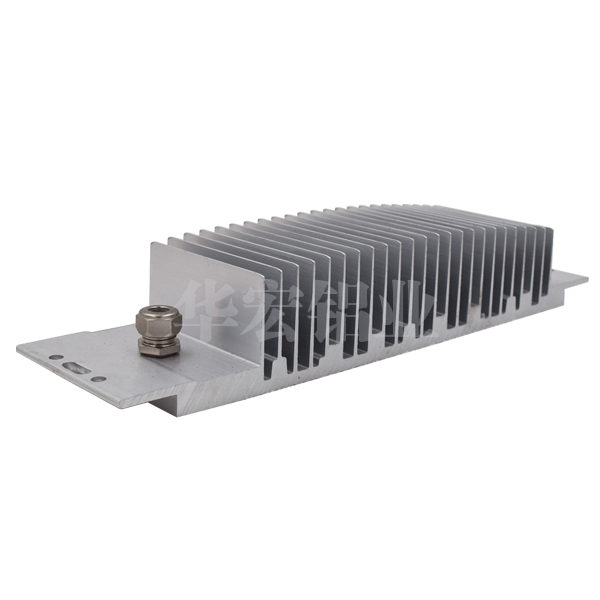
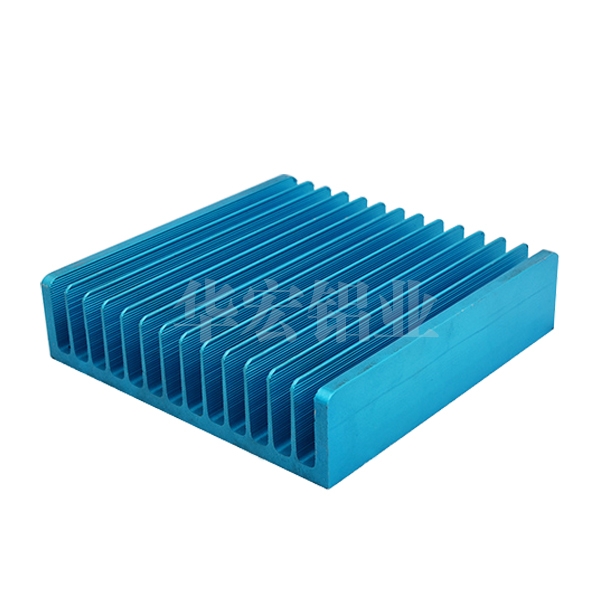
铝型材镇江散热器的加工过程 ,很多人对铝型散热器的成型过程感到很好奇,很好奇究竟是怎样的加工能让它成为这个样子。
铝压铸技术
除了铝挤压技术之外,另外还经常用来制造散热过程中的铝压铸,铝锭熔化成液体,填充到金属模型中,使用压铸机直接压铸成型的散热片,使用压力法可以制成各种翅片立体形状,散热片可根据需要制作复杂的形状,还可与风扇和气流方向做出分流效果的散热片,并且可以制成薄而致密的翅片,以增加冷却面积,因为工艺简单而且被广泛使用。
随着CPU频率的不断提高,为了达到好的散热效果,使用压铸工艺生产铝型材散热器体积不断增加,对散热器铝型材的安装带来了很多问题,而这个工艺生产的散热片有效冷却面积,为了达到好的散热效果势必会改善风机风量,增加风机流量会产生更大的噪音。
铝挤压技术
铝挤压技术简单地说,铝锭加热到约520〜540℃,在高压下使铝流通过槽与挤出模具,使散热器早期胚胎,然后散热器上的胚胎切割,切割槽和其他处理后,我们做了共同的电子散热器价格。铝挤压技术更容易实现,而且在早期的低端市场也被广泛应用。常用的铝挤压材料,具有良好的导热性(约160〜180 W / m.K)和加工性。然而,由于其自身材料的局限性,翅片的厚度和长度的比例不能超过1:18。
可挠性制程
柔性工艺由第--铜或铝板,成型机成一体式散热片,然后使用穿刺模将固定在底板上,然后使用高频金属焊接机,并将加工底座焊接在一起,由于连续粘合的工艺,适合厚度比散热片厚,而散热片整体形状,有利于导热的连续性,散热片厚度仅为0.1mm,可大大降低材料的要求,并在热量吸收重量传热面积。为了实现批量生产,并且在界面阻抗接口时克服,上下两层处理部分同时进料,自动化一直是过程,上下层联合采矿高频焊接,材料融合防止界面阻抗建立高强度,密切间隔散热片。由于该方法是连续的,它可以批量生产,并且由于重量的显着降低,提高性能,可以提高传热效率。

 在线咨询
在线咨询